概述
航空航天领域对管件制造的质量要求比其他工业领域要严格得多。为确定光学管线测量系TubeInspect 在该领域的适用性,PFW Aerospace AG 进行了大量的测试对系统进行分析。在测试过程中,PFW 项目工程师Martin Seibt 不仅确认了该系统具有很高的可重复性,而且其再现性也比其中参与竞争的测量设备高五倍。PFW 的大客户Airbus 根据测试结果认定Tubelnspect 测量系统适合7°以上管件弯曲度的测量,并正式批准PFW 在生产中部署Tubelnspect系统。
航空航天工业的特殊要求
航空航天工业中的管件制造工艺比看上去要复杂得多。尽管从外面看不到,但由弯管构成的高度发达的管路系统就像血管一样遍布于现代化飞机的内部。这些管路系统包括燃油管、液压油管以及通气管等等。PFWAerospace AG 的总部位于德国Speyer , 全球员工数量超过1500 人 ,如今已成为航空航天业管路系统制造领域的领导者, 包括EADS/Airbus、Boeing、Bombardier 和Eurocopter 都是该公司的知名客户。所有管路系统都受到严格的质量管控,任何不精确都可能导致灾难性后果。直管必须由授权供应商提供,而且每个部件都要提供合格证。在进一步加工过程中,必须相应地遵守严格的公差规范。PFW Aerospace AG的管件弯曲工艺必须达到最高要求,以获得完美的几何结构。不过 ,即使对于管件数量最少的生产批次,公司也必须保证最低的废弃率以维持利润。PFW 的项目工程师 Martin Seibt 介绍说:“客户经常委托我们只生产—个部件,因此我们的目标是即使只制造—根管件也能嬴利。以制造人造卫星为例。这里所需的管件非常独特,经常是“一次性”的。因此 ,客户 委托 PFW 只生产这
一根管件。”即使是批量的飞机部件,其订购数量也不足十件。生产上几乎无一例外地都要使用昂贵材料,例如钛、不锈钢或 lncone(l 抗腐蚀银基合金),因此必须将废弃量降到最低。Martin Seibt 说:“如今,PFW 随时能以最低的废弃率制造20,000 个部件。首个良品件之前废弃的管件数量超过两
个,对于我们来说都是无法接受的成本损失。”在航空航天领域,产品类型比较多,因此采用通用测量系统是理想的选择。 有些生产方法(例如手动检具)必须针对管件的每次变化进行调整,所以即使其使用寿命有很多年,也会由于不适应管件的变化而被淘汰,因而无法提供比较经济的解决方案。为实现更高效率,PFW 首次对光学测量系统的可用性进行分析,将其与一直用来检查成品管件的接触
式系统进行比较。
用光学测量法进行管件检测
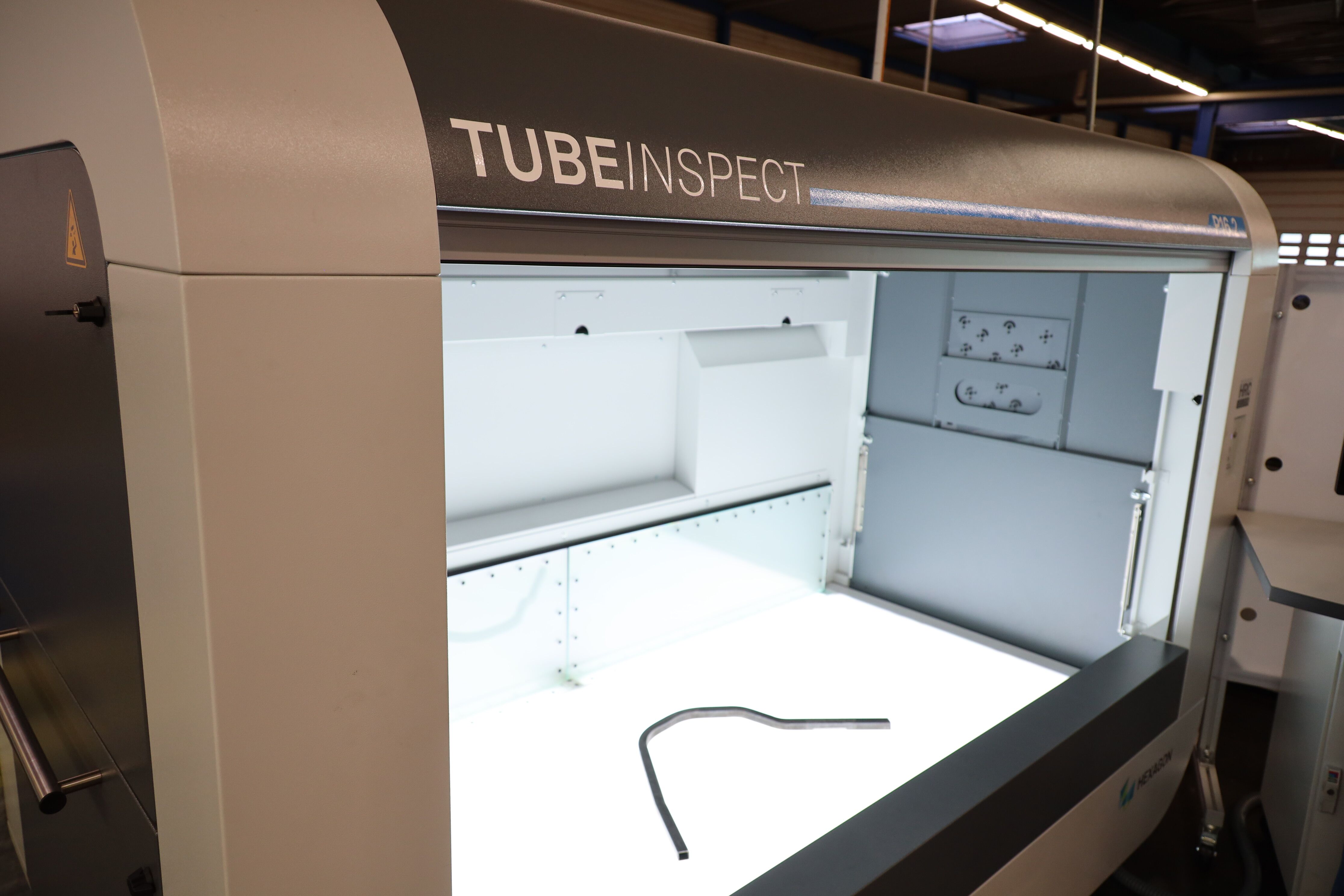
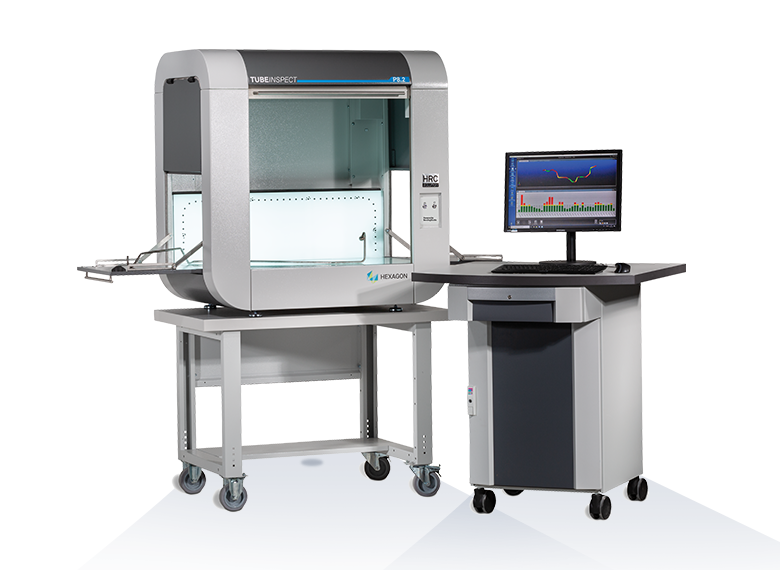
PFW 选择的是AICON 的测量系统 Tubelnspect, 因为该系统是目前市场上唯一专门针对弯管的全光学测量系统。Tubelnspect 使用高分辨率数字照相机进行高精确度的管件几何结构测量。此外,它还能计算设置与校正数据并传送至弯曲机。管件检查所需时间很短。一根燃料管的测量数据在3 秒内即可得到,具有40 多个弯曲部位的复杂制动油管的测量用时不足20 秒。Tubelnspect 能完全替代高成本的机械检具。
通过两个步骤对测量系统进行分析
第一个步骤PFW使用代表最新技术标准的两个程序对测量系统进行分析。第一项测试是测量能力的检测,即在没有任何操作人员影响的情况下根据校正标准来评估测量系统的偏差和变量。一般来说,可通过连续测量试验来计算标准的误差和偏差。PFW 使用DKD 校准过的管件作为参考基准,对测量系统进行适用性实验,检验其能否满足航空航天领域的管件弯曲测量要求。这需对管件进行50 次测量 ,每次测量时应将管件从测量室取出,完成后再放回到测量室内。利用这些测量结果,Martin Seibt 能够评估测量值是否与校准管件的原有参考值相匹配,以及测量结果的相互关系,即测量结果有多大偏差。第一个实验步骤的结果:Tubelnspect 的测量结果远远优于接触式系统。实验结果令入信服Tubelnspect 适合作为航空航天领域的测量系统,因为99.7% 的测量弯曲点与实际值的偏差小于0.36mm(目标值为0.50mm)。可重复性明显更佳。随机误差是土0.09mm(3 西格玛),显著小于以前的测量
方法。Martin Seibt 对于实验结果的评估结论是:“Tubelnspect 在最优条件下的误差极低,优于竞争设备。与竞争系统相比,精确性非常好。”
第二个步骤
第二个实验步骤名为Gage R&R 研究(GageRepeatability & Reproducibility)。该测量步骤用来确 定
生产条件下,考虑操作人员影响的情况下测量过程的重复性和再现性。根据实验结果可以确定测量过程是否适合相应的测量任务。在分析实验中,Tubelnspect 和接触式测量系统对4根不同弯管进行检测,这些弯管是由4 位操作人员通过3套不同夹具调试的。将每种系统的共计48 次测量进行记录。
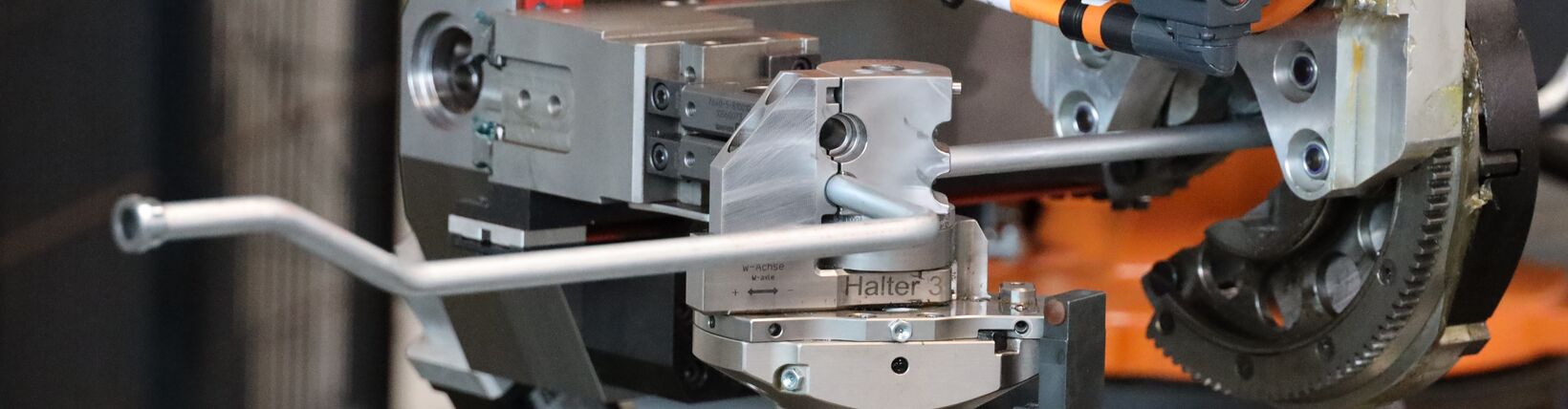
第二个实验步骤的结果:Tubelnspect 比接触式系统好五倍。Martin Seibt 对这次实验结果的评估结论是:“我们对 Tubelnspect 系统在可重复性方面所表现出的卓越性能表示赞叹。AICON 系统的性能表现比接触式测力系统优秀五倍。我们认识到接触式测量法所用的夹具固定方式会影响管件的几何结构,同时这也构成了很大的误差来源。Tubelnspect 则采用光学定位辅助,每个管件都在两个位
置测量。因此,该系统能显著提高可重复性。”
结论
PFW 将测量结果交给了最重要的客户之一Airbus。得益于这些具有说服力的结果, PFW 收到了来自Airbus的正式批准,允许其在生产中部署Tubelnspect 系统。该系统现已在Speyer 工厂中安装,而且每天都在使用。Martin Seibt 总结说:“AICON 的测量系统是当前很好的技术方法,可满足航空航天工业不断增长的需求,其他测量系统制造商都存在技术限制。我们对该设备非常满意。”
MTU Aeros Engines 使用TubeInspect 后,客户节省了检具制作和维护的费用,并提高了检测速度及检测的精度,得到了广泛的认可
完善信息后我们将会尽快与您取得联系,并将资料发送至您的邮箱。感谢您对海克斯康的支持。






 鲁公网安备37020002000329号
鲁公网安备37020002000329号