
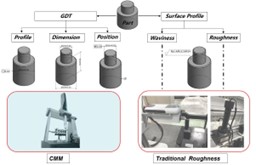
对于机加工零件,除了传统的形位公差尺寸需要控制外,其表面形貌也至关重要,因为它决定着工件的耐磨性、润滑性和密封性等等。对于发动机领域的缸体和缸盖,其表面形貌更是能直接影响着其车辆的燃油经济性。传统的测量方式往往需要分开测量,即在三坐标测量机上测量完形位公差后,在将工件移到粗糙度测量仪上进行测量,费时费力,而且主观因素大。
将粗糙度集成在测量机的吸盘下,当作一个普通的测针来处理,数据通过蓝牙进行传输,测量机首先测量形位公差尺寸,测量结束后,切换成粗糙度测头,进行粗糙度的测量,形位公差测量与粗糙度测量在同一坐标系下,同时,报告可与本身形位公差的报告在同一个报告里,避免了中间的搬运工件环节,极大地提升了测量效率。

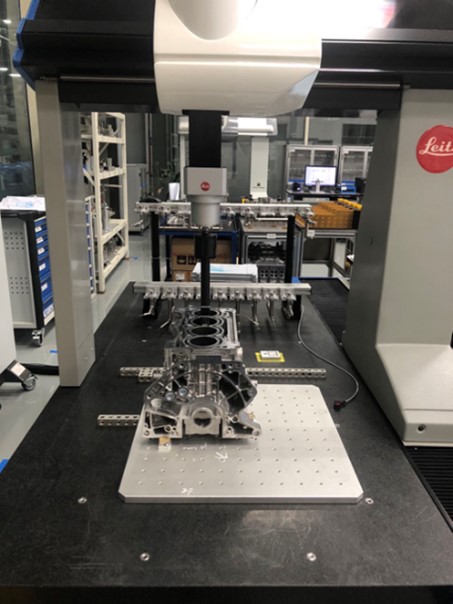

将形位公差尺寸与粗糙度测量一起测量,提升检测效率
避免主观因素影响
对于盲孔,可以使用偏置功能,防止测针与工件碰撞
参数的设置标准完全符合IS04287和ISO13565
粗糙度测量设置有起始点、方向点和支撑点,操作简单
根据测量特征,可从软件里选择相应的类型,以更好地完成测量
完善信息后我们将会尽快与您取得联系,并将资料发送至您的邮箱。感谢您对海克斯康的支持。







 鲁公网安备37020002000329号
鲁公网安备37020002000329号